8.6.12 Замена сёдел клапанов
Замена сёдел клапанов
2. Проверьте направляющие втулки клапанов. При необходимости замените направляющие втулки клапанов.
3. Используя специнструмент, извлеките сёдла клапанов из головки блока цилиндров.

D1 — отверстие под седло впускного клапана, D2 — отверстие под седло выпускного клапана.
4. Очистите расточку под седло клапана в головках блока цилиндров. Проверьте соответствие размеров.

Диаметр в головке блока цилиндров: Номинальный:
впускного клапана. 37,0 — 37,016 мм
выпускного клапана. 42,0 — 42,016 мм
впускного клапана. 38,20 — 38,216 мм
выпускного клапана. 43,20 — 43,216 мм
впускного клапана. 0,084 — 0,115 мм
выпускного клапана. 0,074 -0,100 мм
впускного клапана. 37,1 (+0,015) мм
выпускного клапана. 42,1 (-0,01) мм
выпускного клапана. 43,3 мм
впускного клапана. 5,9 (-0,008) мм
выпускного клапана. 7,9 (-0,08) мм
впускного клапана. 14,12 мм
выпускного клапана. 17,02 мм
впускного клапана. 8,22 — 8,30 мм
выпускного клапана. 9,12 — 9,20 мм
Номинальная ширина седла клапана (b). 0,8-1,2 мм

5. Нагрейте головку блока цилиндров до 80°С.
6. Запрессуйте новые седла клапанов. При замене сёдел клапанов, клапана также должны быть заменены.
6. Сборку проводите в обратной последовательности.
Источник
8.6.12 Замена сёдел клапанов
Замена сёдел клапанов
2. Проверьте направляющие втулки клапанов. При необходимости замените направляющие втулки клапанов.
3. Используя специнструмент, извлеките сёдла клапанов из головки блока цилиндров.

D1 — отверстие под седло впускного клапана, D2 — отверстие под седло выпускного клапана.
4. Очистите расточку под седло клапана в головках блока цилиндров. Проверьте соответствие размеров.

Диаметр в головке блока цилиндров: Номинальный:
впускного клапана. 37,0 — 37,016 мм
выпускного клапана. 42,0 — 42,016 мм
впускного клапана. 38,20 — 38,216 мм
выпускного клапана. 43,20 — 43,216 мм
впускного клапана. 0,084 — 0,115 мм
выпускного клапана. 0,074 -0,100 мм
впускного клапана. 37,1 (+0,015) мм
выпускного клапана. 42,1 (-0,01) мм
выпускного клапана. 43,3 мм
впускного клапана. 5,9 (-0,008) мм
выпускного клапана. 7,9 (-0,08) мм
впускного клапана. 14,12 мм
выпускного клапана. 17,02 мм
впускного клапана. 8,22 — 8,30 мм
выпускного клапана. 9,12 — 9,20 мм
Номинальная ширина седла клапана (b). 0,8-1,2 мм

5. Нагрейте головку блока цилиндров до 80°С.
6. Запрессуйте новые седла клапанов. При замене сёдел клапанов, клапана также должны быть заменены.
6. Сборку проводите в обратной последовательности.
Источник
Седла клапанов в головке цилиндров. Ремонт клапанов
Audi 80 B3. Силовой агрегат. Бензиновый двигатель
Седла клапанов со следами износа и раковинами могут ремонтироваться до тех пор, пока сохраняется максимально допустимый размер. Если этот размер превышен, надежное действие гидравлической компенсации гидротолкателей клапанов не обеспечивается. В этом случае головка цилиндров заменяется. Седла клапанов ремонтируются таким образом, чтобы получить надежное пятно контакта. Седла клапанов могут быть заменены с использованием обычных технических средств. Ремонт седел клапанов выполняется с применением разверток. Так как это требует специального навыка, то работа эта должна выполняться в специальных мастерских.
Внимание: Седла выпускных клапанов имеют дополнительное сужение. При обработке седел следует обращать внимание на то, чтобы не повредить радиус этого сужения.
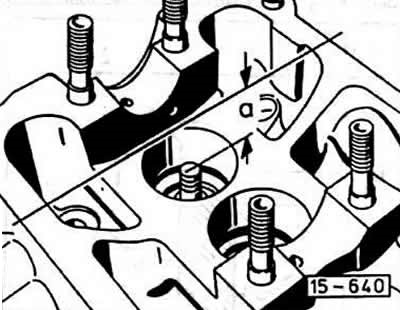
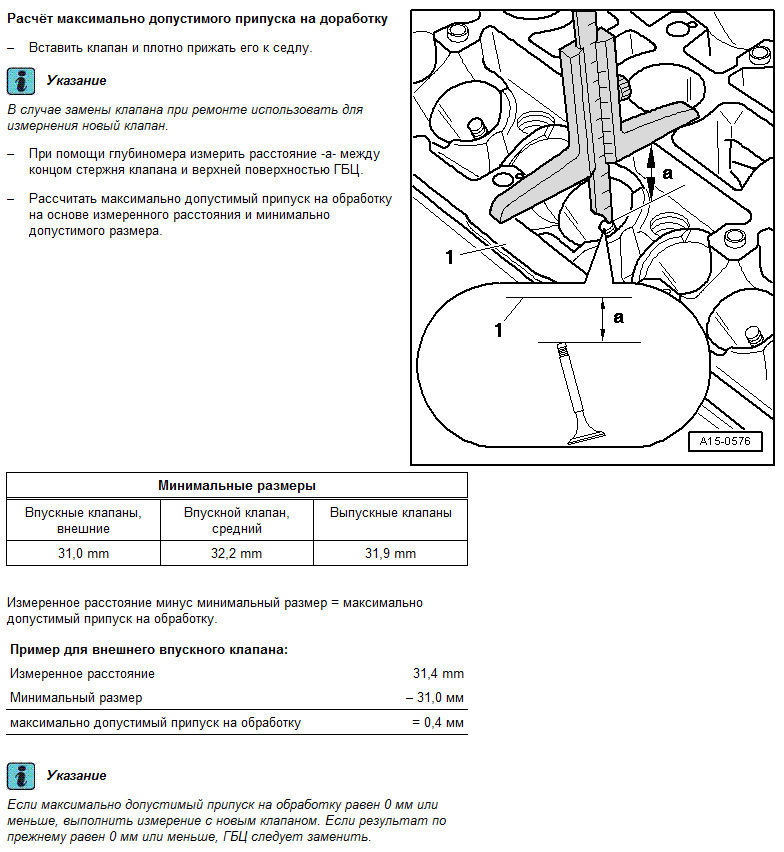
Расчет максимально допустимого размера обработки.
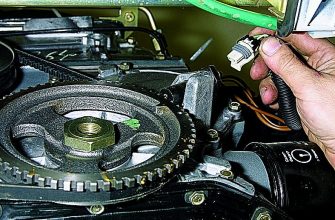
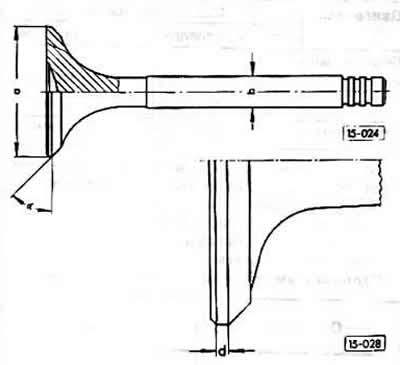
Вставить клапан и прижать его к седлу.
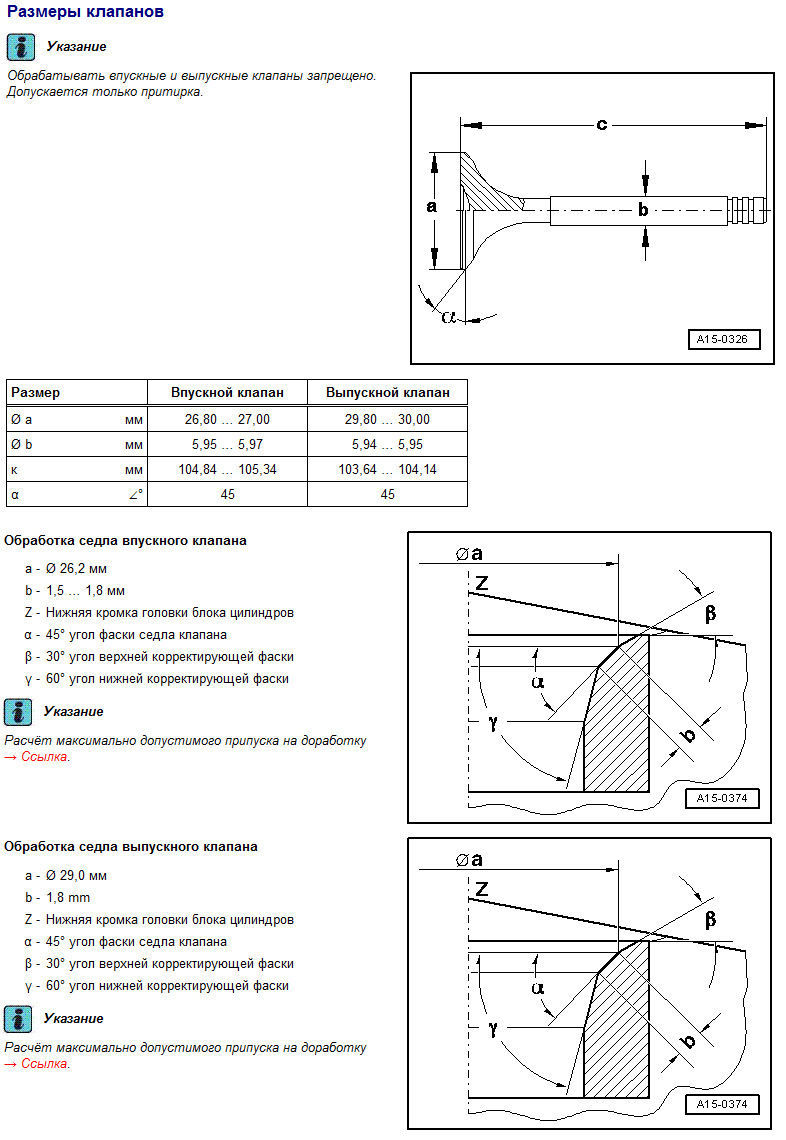
Измерить расстояние -а- между концом стержня клапана и верхней кромкой головки цилиндров.
Для сохранения максимально допустимого размера обработки необходимо вычесть максимальный размер из измерительного расстояния -а-, т.е.
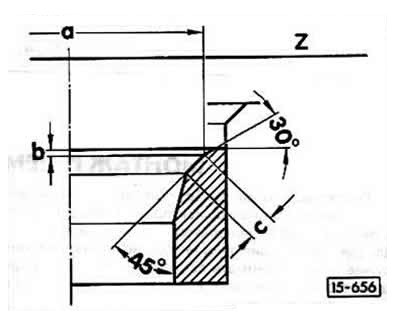
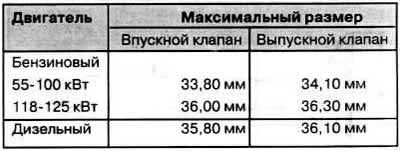
Седло впускного клапана бензинового двигателя
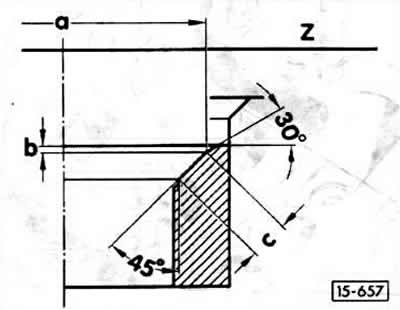
Седло выпускного клапана бензинового двигателя
Геометрические параметры седла клапана см. в главе «Ремонтные характеристики».
Размеры клапанов см. в главе «Ремонтные характеристики».
Выпускные клапаны имеют натриевое наполнение и не могут больше дробиться. Разделить клапан по центру стержня ножовкой по металлу на две части. При этом на клапан не должна попадать вода. Затем бросить части клапана в ведро с водой и отойти.
Внимание: По мере попадания в воду происходит химическая реакция, при которой натрий загорается.
Источник
Мой архив по ремонту Audi
Ремонт и обслуживание Audi
Прирезка седел

Прирезка (правка) седел клапанов после замены направляющих 1.8т 20V AWT, AWM, AVJ, AUM…
Продолжаю подготовку к обновлению мотора. Будет как новый.
Пришло время седел головы 🙂
После замены направляющих обычно немного уходит соосность клапан-седло, немного совсем, но уходит. Так же обычно на пожилых моторах сами седла уже изношены и ушли от заводских размеров, имею ввиду рабочую фаску, ее ширину. Так же кромка обычно имеет микро и не микро повреждения. По сему ее надо обработать, прирезать, восстановить заводские размеры. Заметил что на этих головах обычно выпуск намного сильней изношен, но и впуск тоже просит минимальной правки. Хоть износ есть, но он не критический, и не требует замены седла даже при большом пробеге. Можно в принципе и ничего не править и просто притереть «посильней», но это не мой метод, так как делаю себе практически новый мотор.
Седло состоит из трех фасок. Из рабочей фаски, это основная фаска, она обеспечивает нужное уплотнение клапан-седло. Она имеет определенный размер, впуск меньше выпуск больше. Остальные фаски корректирующие рабочую фаску, сверху и с низу. Верхняя мизерная, задает четкую границу рабочей фаски, с помощью нижней корректируется размер рабочей. Вот так все просто.
Вот размеры седла для голов 1.8т 20V AWT, AWM, AVJ, AUM…
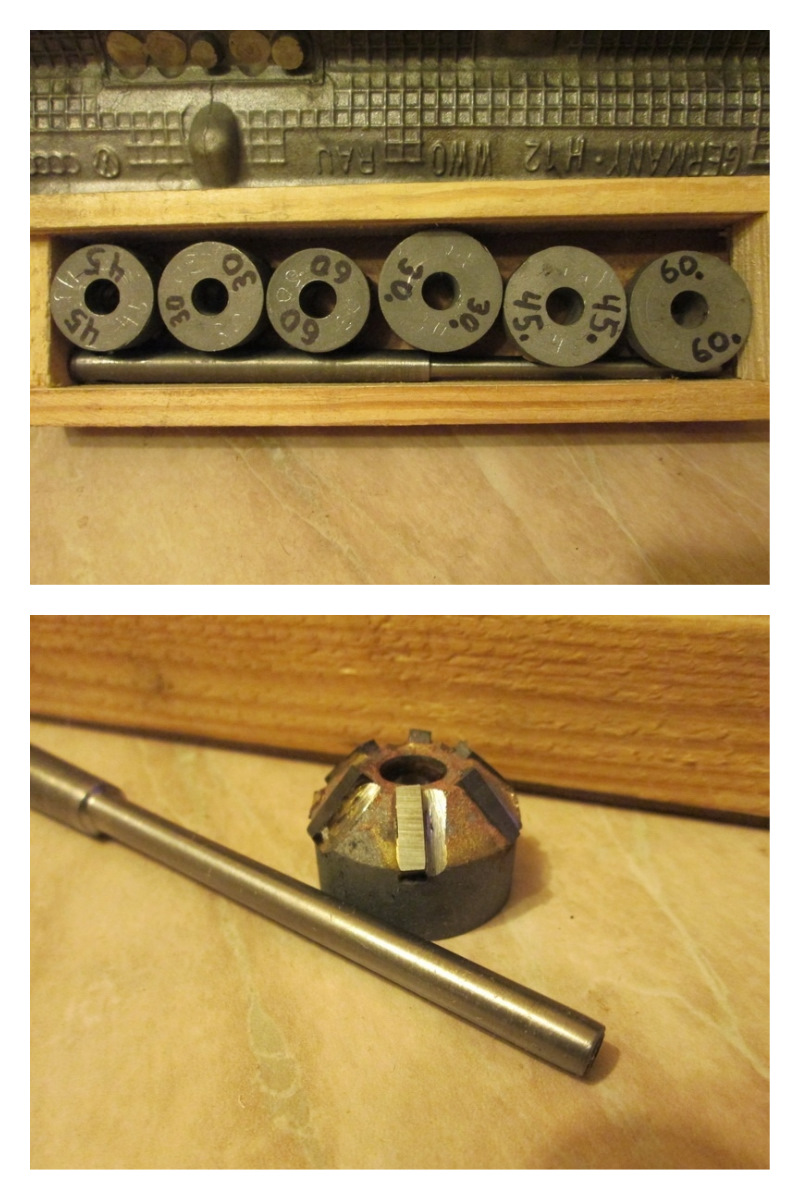
Как видим из мануала нам нужны шарошки для седел с углами 30, 45 и 60 градусов. Этим требованием отвечает набор шарошек для 16ти клапанного ВАЗа… Не большая засада в том что направляющий стержень в наборе под размер направляющих 7мм., а у нас 6мм. Но сее не страшно, на токарном станке или с помощью банальной дрели, «похудеем» до 6мм. 🙂
Хочу обратить внимание, если будете выбирать себе набор, то выбирайте с твердосплавными резцами а не металлическими 🙂
У меня вот такой набор. Так как он от ВАЗа то я на всякий случай перемерил с пристрастием все углы шарошек. Все отлично оказалось, все как и надо 🙂
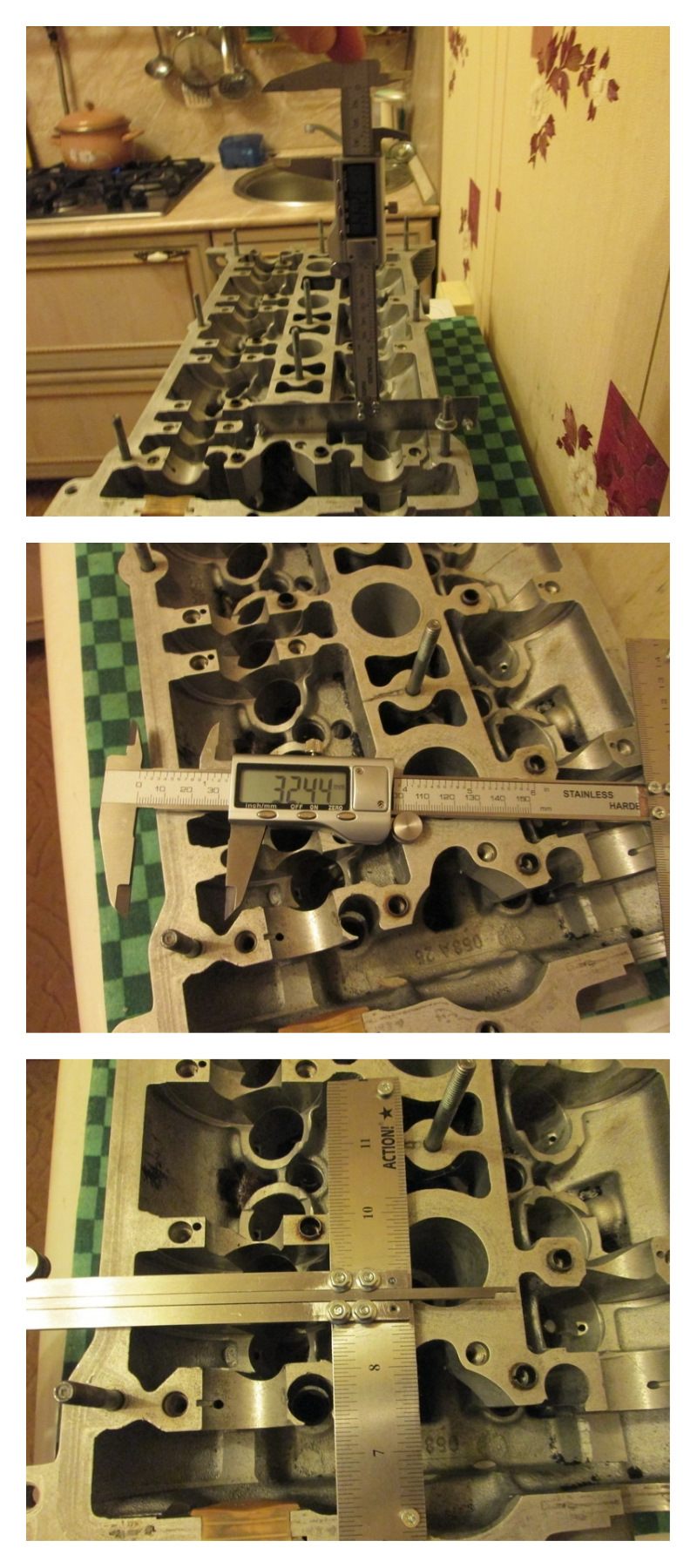
Для начала ОБЯЗАТЕЛЬНО промерим есть ли у нас допуск на обработку. Вдруг голову уже пару раз ремонтировали и допуск на обработку выработан.
Промеряю, у меня все ок, можно править седла 🙂
Начну с впускных клапанов. На этих головах они менее подвержены износу.
Рассматриваем с пристрастием, видим что рабочая фаска почти в норме для пробега 350+
Имеет незначительные кратеры и царапки. Ширина рабочей фаски тоже в норме, как по мануалу, ровно 1.5мм., что соответствует новой. Но так как делаем для себя то буду править, хочу идеала.

Для начала надо определится куда ушла соосность после замены направляющих. Для этого берем маркер, закрашиваем рабочую фаску, ставим клапан и крутим его. Ну а далее смотрим где и как стерся маркер. В данном клапане практически не ушла ни куда, ну может совсем чуть — чуть, ну да на фото видно. Это еще один повод для правки седел при замене направляющих.

Начнем править. Правка состоит из двух этапов. Первый надо создать рабочую соосную фаску 45 градусов, а потом с помощью корректирующих фасок вывести ее в нужный размер.
Правим рабочую. На шарошку давить сильно не надо. Не сильно нажимаете и крутите оборотов 5-8-10, далее смотрите результат.
Так как износа большого и расхождении в соосности большого не было то все получается быстро. Проверяете результат так же, маркером.
На фото все готово с первого раза. Когда седло подправлено и все ок, прогоняете его шарашкой практически без нажима, что б заполировать микронеровности. Не сфоткал крупно после. Микронеровностей боятся не надо. Они уберутся притиркой клапана.

Перед притиркой прогоняем клапан в седле «на сухую». Внимательно смотрим на след на кромке клапана, должно быть ровно и красиво. В живую, через лупу, ее хорошо видно. Фото не передает ее нормально.

Теперь берем клапан и пасту…
На заднем плане видно седло «за полированное» шарошкой без нажима.

Наносим и притираем. После прирезки притирается очень легко и быстро.

После притирки вытираем и смываем пасту и смотрим результат.
Результат отличный.
Далее надо промерить ширину рабочей фаски, по мануалу 1.5-1.8мм. У меня 1.54мм. То есть по нижнему краю, что и надо. Размер фаски надо делать по нижнему краю размеров, так как при работе, в процессе износа, она увеличивается.
Если б фаска была шире то ее надо было б привести в размер подрезая снизу. Что я и буду делать на более изношенном выпуске.

Вот покрупней фотки рабочей фаски, красота :-)))

Вот и все, с помощью таких не хитрых манипуляций, седло готово 🙂

Теперь перейдем к выпускным клапанам. Они (фаски) работают в более тяжелых температурных условиях, по сему изношены намного сильней. Подробно не буду расписывать, все работы и манипуляции точно такие же как и с впуском.
Смотрим состояние поверхности кромки, состояние не очень, замеряем ее ширину, ширина 2.12мм., мануал говорит что должно быть 1.8мм. Вот оно, пробег 350+ никуда не спрячешь 🙂
Проверяем соосность методом «маркера», ушла не сильно.
Прирезаем. Нажимаем не сильно.
Опять «маркерный» тест, не дорезали, опять режем не сильно.
Опять тест, отлично 🙂

Замеряем размер получившейся рабочей фаски, 2.44, нужно 1.8мм.
Чуть — чуть подрезаем верхнюю корректирующую фаску.
Притираем, притираем до финальной корректировки ширины фаски. Так как притирка даст небольшое увеличение размера. Нам нужно сделать в размер 1.8мм.
Теперь подрезая потихоньку нижнею корректирующую фаску выводим нужный размер рабочей – 1.8мм.

Еще немного притираем, что б убрать какие либо шероховатости после нарезки нижней корректирующей фаски. И финально промеряем размер. Промеряем, конечно, по всему радиусу 🙂
Отлично, 1.8мм., как в мануале 🙂


В конце работы обязательно надо про контролировать глубину посадки клапана 🙂
Источник